اثر فلز پر کننده بر خواص مکانیکی و تریبولوژیکی اتصال فولاد AISI 1/6959 با استفاده از فرایند جوشکاری تیگ

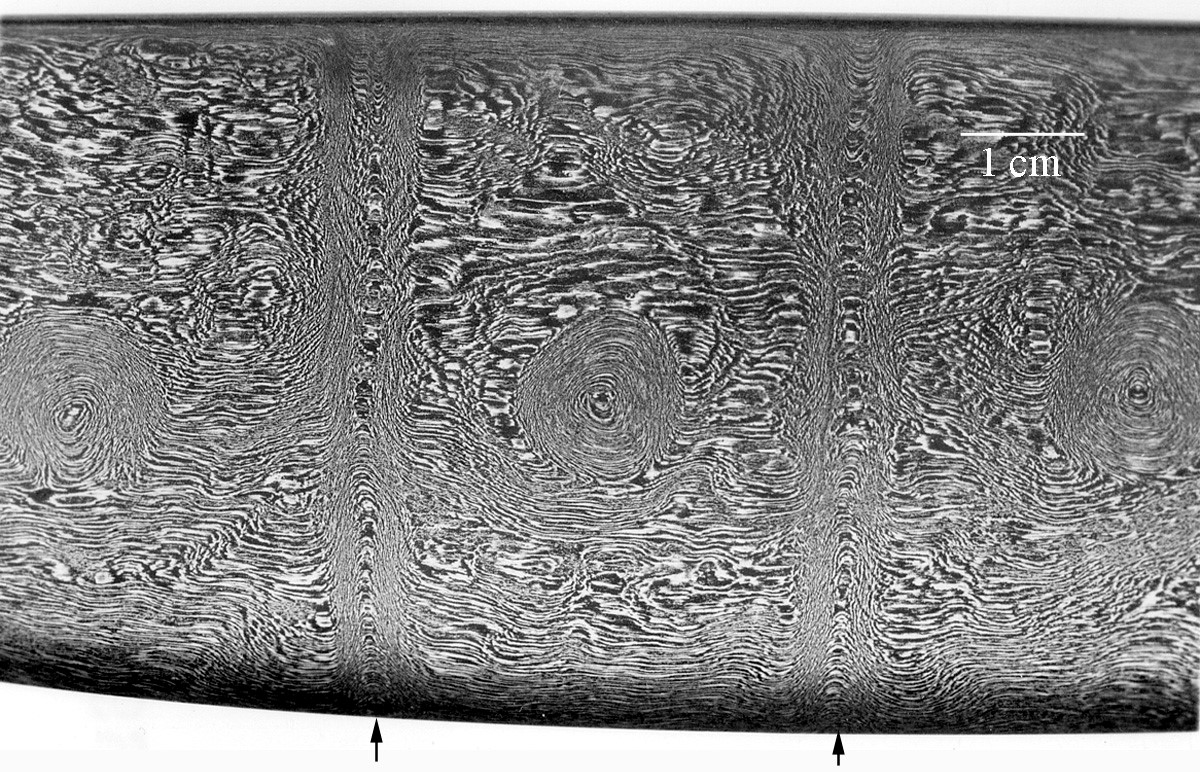
در این پژوهش خواص مکانیکی و تریبولوژیکی جوش حاصل از چهار نوع فلز پر کننده مختلف. بر روی فولاد AISI 1/6959 از طریق جوش تیگ مورد بررسی قرار گرفت. فلزهای پرکننده مورد استفاده در این تحقیق شامل ER 70S-6,ER 80S-G,ER 80S-Ni1,ER 80S-B2 بوده و ترکیبات شیمیایی نزدیک به فلز پایه دارند. به منظور بررسی خواص جوش و کیفیت اتصال، آزمون های کشش، ضربه، سختی و سایش. با استفاده از دستگاه های کشش و ضربه و سایش انجام گردید. و ساختار میکروسکوپی نیز توسط میکروسکوپ نوری مورد مطالعه قرار گرفت.
نتایج حاصل حاکی از آن است که تغییرات فازی و حضور عناصر آلیاژی مولیبدن و کروم، منجر به تغییر در خواص اتصال جوش دهی شد. بیشترین و کمترین مقاومت به سایش به ترتیب در جوش حاصل از فلز پرکننده ER 80S-Ni1 و ER 70S-6. و بهترین کیفیت جوش و خواص مکانیکی با استفاده از فلز پر کننده ER 80S-B2 حاصل گردید. و استحکام کششی نیز تا حدود 38 درصد نسبت به فلز پایه بهبود یافت.
جوشکاری یکی از مهمترین فرایندهای ساخت و تولید در صنعت می باشد. و در صنایع مختلف نظیر خودروسازی، نفت و گاز، پتروشیمی، تأسیسات، ساختمان و پل ها، حمل و نقل. کشتی سازی، صنایع ریلی، نیروگاه ها، صنایع دفاعی و هوافضا، محصولات پزشکی. الکترونیکی و تجهیزات دقیق و غیره کاربردهای فراوانی دارد. اتصال فلزات با ترکیب شیمیایی، خواص فیزیکی و مکانیکی متفاوت باعث پیدایش مشکلات زیادی در طول فرایند جوشکاری یا بعد از آن می گردد.
این اختلاف ترکیب شیمیایی می تواند بین دو فلز پایه یا بین فلزات پایه با فلز پر کننده باشد. که در نتیجه ترکیب فلز جوش متأثر از تمامی اجزا تشکیل دهنده آن خواهد بود. این ترکیب شیمیایی با توجه به طراحی اتصال، نوع فرایند جوشکاری و فلز پرکننده و میزان اختلاط و دستورالعمل جوشکاری تغییر می کند. در نتیجه این عوامل و همچنین هرگونه عملیات حرارتی فلز جوش باید از قبل مشخص بشود. و قبل از تولید به طور صحیحی ارزیابی و اجرا شود. هدف اصلی از جوشکاری فلزات غیر هم جنس نیز ایجاد اتصالی است که الزامات شرایط کاری را برآورده می کند.
اثر نوع فلاکس فعال کننده سطحی بر عرض گرده و عمق جوش و پیچیدگی زاویه ای در روش تیگ. توسط امینی و همکاران مورد بررسی قرار گرفت و دو نوع فلاکس ZrO2 و TiO2. مورد بررسی قرار گرفت و بیشترین سختی را در حالت استفاده از 90 درصد اکسید تیتانیوم. و کمترین سختی در حالت استفاده از 90 درصد ZrO2 حاصل گردید. مشخص شد که فلاکس می تواند بر عمق و عرض جوش و اندازه دانه و سختی اثر بگذارد [1]. یکی از روش های رسوب جوش بر روی یک فلز دیگر از طریق عملیات روکش کاری بر روی قطعات انجام می گیرد.
تا ضمن بهبود خواص سطح مورد سائیدگی، ابعاد آن نیز بزرگتر می شود و به مقدار اولیه خود می رسد. و مقاومت سطح در مقابل سائیدگی، ضربه، حرارت و محیط های خورنده بهبود یابد. روش های گوناگونی از قبیل پر کردن یا بازسازی، لایه دهی توسط جوشکاری و فلز پاشی برای عملیات پوشش سطح وجود دارد. که غالباً یکی از اقتصادی ترین روش ها برای بازسازی قطعات مستهلک و افزایش عمر قطعات تازه به کار گرفته شده می باشد. عواملی از قبیل میزان رقت، ناخالصی ها و آلودگی ها، عملیات حرارتی، ظاهر سطح و تنش های حرارتی باید در عملیات سطحی کنترل شوند [2].
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.


_iucy.gif)

_o436.gif)




_lbd0.gif)
 استیل 310 – ورق استیل 310- لوله استیل 310- میلگرد استیل 310-استنلس استیل 4845
استیل 310 – ورق استیل 310- لوله استیل 310- میلگرد استیل 310-استنلس استیل 4845 استیل و کاربرد آن در صنایع ایران همراه با گریدهای مورد استفاده-مقاطع استنلس استیل
استیل و کاربرد آن در صنایع ایران همراه با گریدهای مورد استفاده-مقاطع استنلس استیل استنلس استیل - فولاد ضد زنگ-فولاد زنگ نزن-قیمت مقاطع استیل
استنلس استیل - فولاد ضد زنگ-فولاد زنگ نزن-قیمت مقاطع استیل ورق استیل 4841 - فولاد استیل 4841 -استنلس استیل - استیل 314- ورق استیل 314
ورق استیل 4841 - فولاد استیل 4841 -استنلس استیل - استیل 314- ورق استیل 314 آشنایی با استانداردهای فولاد: انواع، ساختار نامگذاری و کاربردها-قیمت فولاد آلیاژی
آشنایی با استانداردهای فولاد: انواع، ساختار نامگذاری و کاربردها-قیمت فولاد آلیاژی آلومینیوم چهارپهلو: مقطع استراتژیک برای صنایع پیشرفته و سبکسازی در ایران
آلومینیوم چهارپهلو: مقطع استراتژیک برای صنایع پیشرفته و سبکسازی در ایران فولاد 5919-میلگرد 5919-گرد 5919-میلگرد سمانته-فولاد آلیاژی-DIN 15CrNi6--سمانته 5919
فولاد 5919-میلگرد 5919-گرد 5919-میلگرد سمانته-فولاد آلیاژی-DIN 15CrNi6--سمانته 5919 بررسی سایش گالینگ روی قالب های تولیدی ضربه ای حین کار با ورق فولادی پراستحکام پیشرفته
بررسی سایش گالینگ روی قالب های تولیدی ضربه ای حین کار با ورق فولادی پراستحکام پیشرفته میلگرد 7131-فولاد سمانته-تغییرات خواص مکانیکی و مغناطیسی کاربیدهای سمانته
میلگرد 7131-فولاد سمانته-تغییرات خواص مکانیکی و مغناطیسی کاربیدهای سمانته داپلکس 2205-فروش داپلکس -قیمت داپلکس-فولاد ضد زنگ-فولاد 2205-قیمت فولاد 2205
داپلکس 2205-فروش داپلکس -قیمت داپلکس-فولاد ضد زنگ-فولاد 2205-قیمت فولاد 2205 فولاد بوته ای – فولاد قابل خرد شدن
فولاد بوته ای – فولاد قابل خرد شدن_z6aw.gif "فولاد ساختمانی-ورقst37-ورق st52-ورق a283-ورق ck45-ورق mo40-ورق a36") فولاد ساختمانی-ورقst37-ورق st52-ورق a283-ورق ck45-ورق mo40-ورق a36
فولاد ساختمانی-ورقst37-ورق st52-ورق a283-ورق ck45-ورق mo40-ورق a36